
Dokuma alanında en iyi olmamızın temelleri
12 Kasım 2025
1) Hammadde ve iplik mimarisi
Elastan/filament oranı ve büküm katsayısı kumaş stabilitesi ile dökülme hissini belirler.
Boya sonrası çekmeler için ön terbiye simülasyonu yaparak tasarım aşamasında riskleri azaltın.
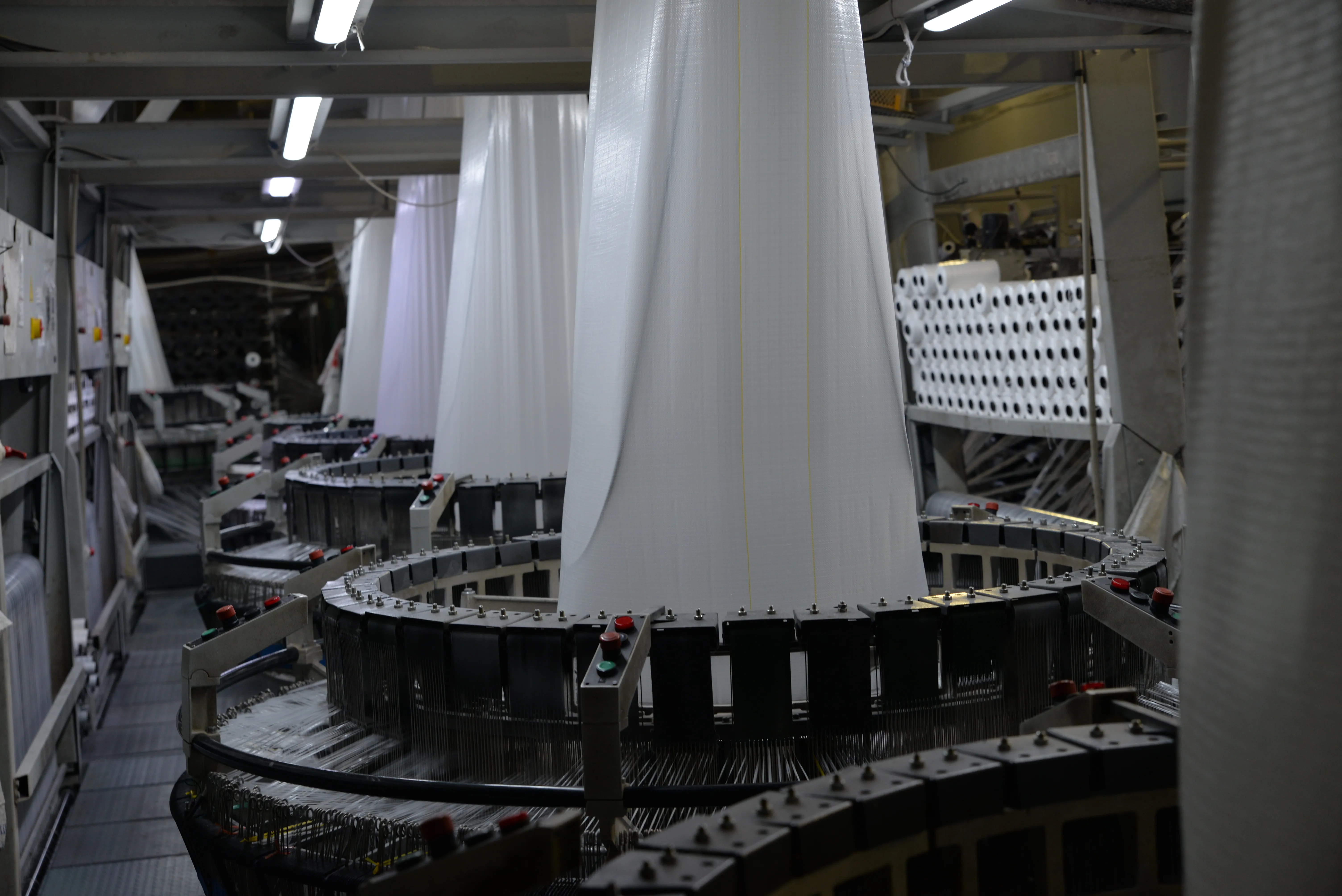
2) Tezgâh parametrelerinde ustalık
Atkı atımındaki gerilim profili, kopuş oranı kadar kumaş yüzey düzenini etkiler.
Hız artırmadan önce kam/doby/program optimizasyonu yapın; çoğu tesiste hız yerine atma verimini artırmak daha kârlıdır.
Hava jetli tezgâhlarda nozul basıncı ve iplik yağları birlikte değerlendirilmelidir.
3) Kalite güvenceyi çizgiye indirmek
Parti sonu yerine istasyonda kalite: Kamera tabanlı şerit/çapak kontrolü ve AQL yerine %100 kritik hata taraması.
Gramaj, atkı/cm, çözgü/cm için gerçek zamanlı veri toplayın; hatalar “dakika” ölçeğinde görünür olsun.
4) Yalın + Dijital ikiz
SMED ile çözgü değişim sürelerini kısaltın; küçük partilerde rekabet üstünlüğü sağlar.
Tezgâhın dijital ikiziyle iplik–hava–mekanik ilişkisini simüle edin, bakım periyotlarını koşula bağlı yönetin.
5) İnsan ve kültür
Operatör eğitimini “makine tanıtımı”ndan hata tanıma atölyesine çevirin.
Her vardiyada Kaizen panosu + 3 günlük aksiyon takibi; sonuçlar ay sonunda primle ilişkilendirilsin.

